
Больше всего меня беспокоит одно: колебания от партии к партии. Поэтому я создал систему, которая устраняет колебания, прежде чем они начнутся.
Вы можете знать это по данным. Я записываю каждый цикл нагрева, управляю печью с помощью ПЛК с замкнутым контуром, проверяю твёрдость и глубину цементации по партиям, вырезаю образцы для микроструктурного анализа и предоставляю полные отчёты, привязанные к вашему заказу на покупку (РО). Я провожу калибровку по международным стандартам и публикую процент брака.
Вам могут потребоваться доказательства, а не обещания. Вы их получите. Я предоставляю вам исходные кривые, сводные таблицы, планы отбора проб, журналы калибровки и прослеживаемые идентификаторы партий. Вы можете проверить любой этап позже. Это снижает ваш риск и сохраняет вашу торговую марку.
Какие методы вы используете для мониторинга термической обработки (например, твёрдость, глубина цементации)?
Я видел, как детали проходили проверку один раз и не проходили в следующий. Вот почему я проверяю сталь, цикл и результат. Я не доверяю одной точке.
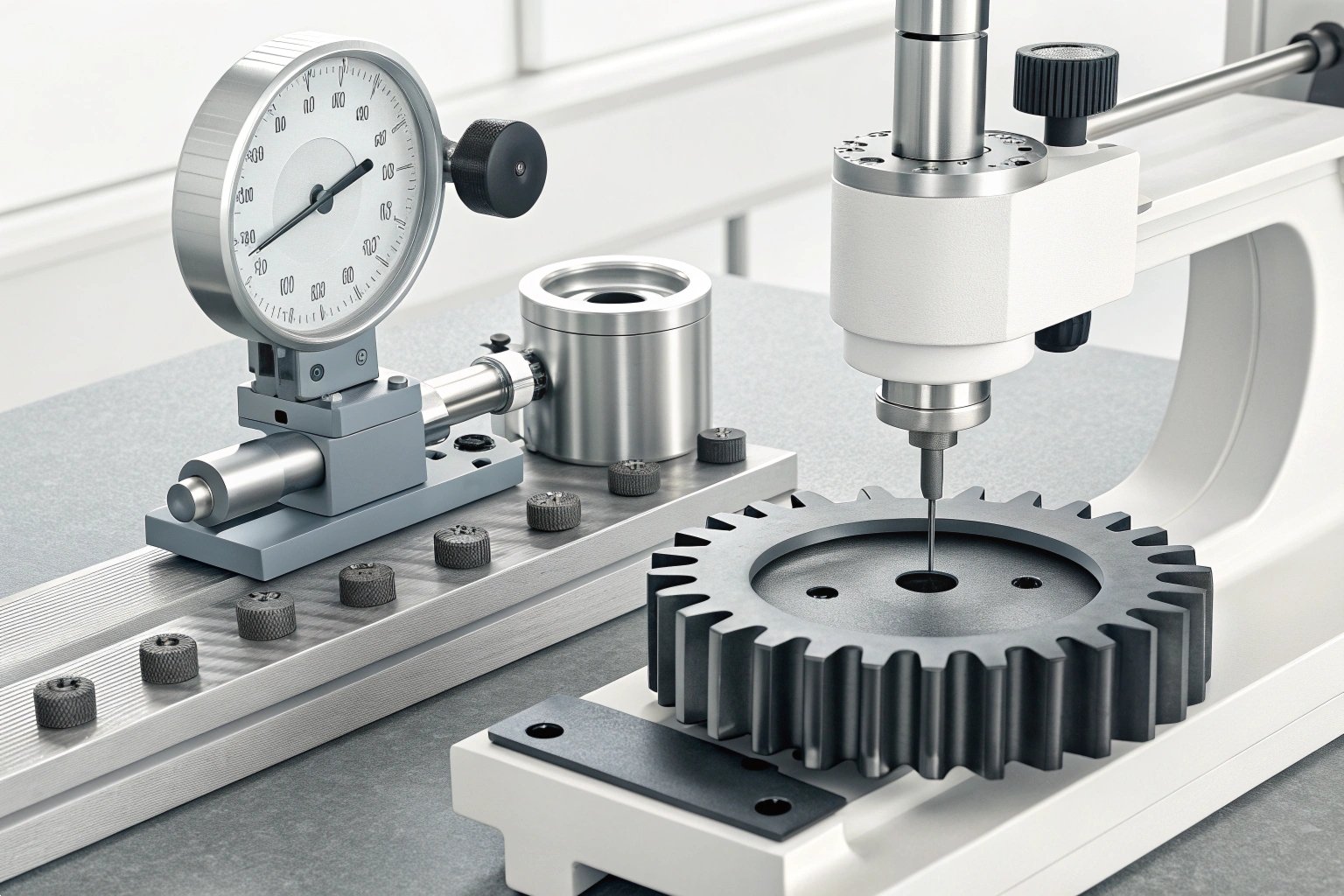
Я использую датчики в процессе производства и испытания после процесса. Я регистрирую температуру и время, контролирую закалку и перемешивание, а затем проверяю твёрдостью, замерами микротвёрдости для определения глубины цементации и металлографией. Я также запускаю контрольные карты СПУ и блокирую процесс, когда тенденции отклоняются.
Что я измеряю и почему
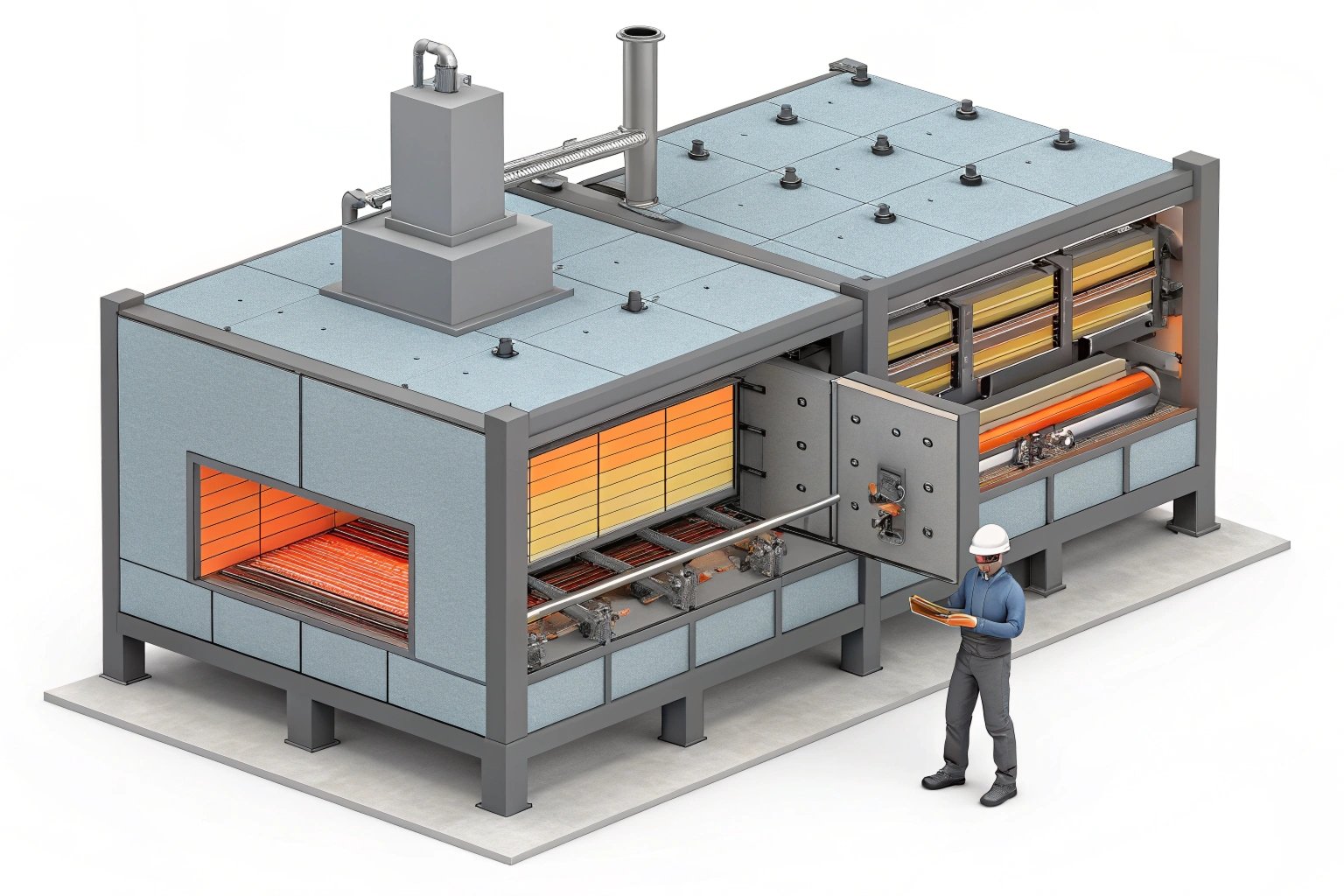
Я слежу за всей цепочкой. Я проверяю поступающий сорт стали и чистоту 1. Я регистрирую заданные значения печи и фактические температуры. Я контролирую атмосферу и углеродный потенциал для науглероженных зон 2. Я контролирую температуру и перемешивание закалочного масла. Я проверяю окончательные свойства на соответствие вашим спецификациям.
- Твёрдость: Роквелл HRC для зубьев (коронок) и поверхностей катков; HBW для сердцевин при необходимости.
- Глубина цементации: замер микротвёрдости до порога 50 HRC (или вашего).
- Микроструктура: протравленные поперечные сечения для подтверждения наличия отпущенного мартенсита в цементованном слое 3, вязкой бейнитной/перлитной сердцевины, отсутствия сетчатых карбидов, отсутствия белого слоя.
- Обезуглероживание: проверка на наличие мягких поверхностных слоёв.
- Деформация: измерение критических размеров после термической обработки 4.
- Баланс остаточных напряжений: заданные технологические окна для ограничения растрескивания.
Я не полагаюсь на одно испытание. Я перепроверяю. Если твёрдость хорошая, но глубина цементации недостаточна, я останавливаю партию. Если микроструктура неверна, я останавливаю линию, даже когда твёрдость выглядит хорошо. Это предотвращает ситуацию «хорошие цифры, плохие детали».
План отбора проб, частота и лимиты
Я использую фиксированный план отбора проб, который вы можете принять или изменить.
- 100% визуальный и размерный контроль после термической обработки.
- $\ge$10% проверка твёрдости на партию в каждом критическом месте (зуб, поверхность катка, обод).
- 2 купона на 100 деталей для микроструктурного анализа и замеров микротвёрдости.
- Минимум один полный металлографический разрез на партию, даже для небольших партий.
- СПУ по среднему значению и диапазону твёрдости (X̄-R) 5, с правилами контроля и планами реагирования.
Типичные цели для деталей ходовой части
| Тип детали | Твёрдость поверхности (HRC) | Твёрдость сердцевины (HBW/HRC) | Эффективная глубина цементации (мм при 50 HRC) |
|---|---|---|---|
| Зуб ведущей звёздочки | 52–58 | 28–36 HRC (прибл. 270–340 HBW) | 2.0–4.0 |
| Втулка гусеничной цепи | 58–62 | 30–36 HRC | 1.5–3.0 |
| Поверхность поддерживающего/опорного катка | 50–56 | 25–32 HRC | 2.0–3.5 |
| Обод направляющего колеса | 50–56 | 25–32 HRC | 2.0–3.0 |
Я устанавливаю аварийные сигналы, когда любое показание приближается к пределу. Я задерживаю партию, если два показания подряд приближаются к краю. Я выпускаю только тогда, когда партия соответствует целям по прочности и вязкости.
Могу ли я получить отчёты о термической обработке для моего конкретного заказа?
Раньше я отправлял только СОА. Этого было недостаточно. Покупатели не могли видеть цикл. Я это изменил. Теперь я делюсь полными данными, которым вы можете доверять.
Да. Я прилагаю отчёт о партии к вашему заказу на покупку (РО). Он включает идентификатор печи, оператора, данные термопар, кривую время-температура, время выдержки, атмосферу, детали закалки, карту твёрдости, глубину цементации, фотографии микроструктуры и метки «пройдено/не пройдено». Я подписываю его и храню в течение десяти лет.

Что включает отчёт
Я делаю его простым для чтения и достаточно подробным для аудита. Вы получаете одностраничное резюме и пакет данных.
- Партия и прослеживаемость: РО, рабочий заказ, номер нагрева/партии, код лазерной маркировки на деталях.
- Информация о печи: ID, зонирование, статус калибровки во время работы, даты SAT/TUS.
- Данные цикла: предварительный нагрев, температура и время аустенитизации, скорость нарастания, время выдержки.
- Атмосфера: углеродный потенциал (если применимо), расходы, точка росы.
- Закалка: тип среды, температура, скорость перемешивания, время переноса.
- Отпуск: температура и время, количество отпусков.
- Результаты: твёрдость по месту, замер микротвёрдости, глубина цементации, микрофотографии.
- Решение: пройдено, переработка или брак, с номерами несоответствий (NCR), если таковые имеются.
- Подпись: оператор, инженер по контролю качества, менеджер по обеспечению качества.
Я предоставляю отчёт в формате PDF, а также данные CSV для вашей системы, если вы этого хотите. Я также отправляю его по лотам и по транспортным коробкам по вашему запросу. Я могу включить отчёт внутрь коробки и на ваш портал.
Пример снимка данных отчёта
| Поле | Пример значения |
|---|---|
| Заказ на покупку / Рабочий заказ (РО / WO) | PO# US-45933 / WO# HT-24-1107 |
| ID печи | HTF-03 (3-зонная, Класс 3) |
| Начало / конец работы | 2025-10-14 08:22 / 2025-10-14 11:55 |
| Аустенитизация | 860°C в течение 45 мин (±3°C) |
| Углеродный потенциал | 0.90% (±0.05%) |
| Закалка | Масло 70°C, перемешивание 60%, перенос 6 сек |
| Отпуск | 200°C в течение 2 часов $\times$ 2 цикла |
| Твёрдость (кончик зуба) | 55.2 / 55.6 / 55.1 HRC |
| Твёрдость сердцевины | 30.8 HRC |
| Глубина цементации (ECD при 50 HRC) | 2.8 мм, 2.7 мм, 2.9 мм |
| Микроструктура | Отпущенный мартенсит в цементованном слое; мелкий перлит в сердцевине |
| Решение | ПРОЙДЕНО |
Вы можете сопоставить любую деталь с отчётом по лазерной маркировке 6. Я храню все исходные журналы, поэтому, если вам потребуется более глубокий анализ или аудит третьей стороны, я могу предоставить файлы.
Как вы калибруете ваши печи термической обработки?
Я не доверяю непроверенной печи. Отклонения скрываются в датчиках и зонах. Поэтому я провожу калибровку по строгому графику и доказываю однородность с помощью замеров.
Я провожу калибровку с помощью прослеживаемых термопар, выполняю Тесты Точности Системы и провожу Замеры Равномерности Температуры по установленному графику. Я зонирую, настраиваю управление и блокирую программы. Я также калибрую приборы для измерения твёрдости и проверяю системы закалки по рутинному плану.
Объём и периодичность калибровки
Я следую строгому плану. Я храню записи и этикетки на каждом объекте.
- Калибровка приборов: контроллеры, регистраторы и датчики проверяются по сертифицированным стандартам.
- SAT: сравнивает показания управляющего датчика печи с калиброванным тестовым прибором.
- TUS: отображает температуру во многих точках рабочей зоны для поиска горячих и холодных зон.
- Термопары 7: калибровка новых и использованных ТС, включая контроль партии проводов.
- Приборы для измерения твёрдости: машины Роквелла и микротвёрдости калибруются и проверяются.
- Системы закалки: контролируется температура масла и проверяется выходная мощность перемешивания.
Контроль равномерности
Я выполняю TUS для каждой рабочей зоны печи. Я работаю при целевых заданных значениях, которые соответствуют нашим деталям. Я настраиваю ПИД и балансирую зоны, чтобы сохранить равномерность. Я блокирую программы по номеру детали. Я также храню записи аварийных сигналов и подтверждения операторов.
Сводка плана калибровки
| Объект / Действие | Метод | Периодичность |
|---|---|---|
| Калибровка приборов | Прослеживаемая стандартная проверка | Каждые 6 месяцев |
| SAT | Контроль против тестового прибора | Ежемесячно (Класс 3) |
| TUS | Замер по 9–15 точкам на заданное значение | Ежеквартально |
| Термопары | Калибровка партии, журналы использования | Каждая партия; замена по износу |
| Прибор Роквелла | Косвенная проверка блоками | Ежедневная проверка; калибровка 6 месяцев |
| Прибор микротвёрдости | Сертифицированные тестовые блоки | Еженедельная проверка; ежегодная калибровка |
| Закалочное масло | Вязкость, вода, загрязнение | Ежемесячно; замена по спецификации |
Я провожу анализ измерительных систем (MSA) на приборах измерения твёрдости 8. Я обучаю операторов и сертифицирую их. Я блокирую доступ к заданным значениям с помощью ролевых логинов. Я делаю резервное копирование всех данных. Я храню журналы аудита. Я могу предоставить вам последние три графика TUS для любой печи по запросу.
Каков ваш процент брака для деталей, которые не прошли контроль качества термической обработки?
Я не скрываю цифры. Я слежу за ними каждый день. Я снижаю их с помощью работы по первопричине и обучения. Цель — низкий процент ошибок и быстрое исправление.
Мой скользящий 12-месячный средний внутренний брак на стадии термической обработки составляет 0,8%. Мой процент переработки и восстановления составляет 0,5%. Мои внешние возвраты по причинам, связанным с термической обработкой, составляют 0,06%. Я реагирую на любую тенденцию с помощью официального 8D и делюсь отчётом.

Как я определяю, измеряю и снижаю брак
Я классифицирую несоответствие в трёх точках. Я считаю ломом (scrap), когда деталь не может быть восстановлена. Я считаю переработкой (rework), когда могу исправить её повторным нагревом или шлифовкой. Я считаю ошибкой (escape), когда её обнаруживает заказчик. Я стремлюсь к нулю ошибок.
Общие проблемы термической обработки включают недостаточную твёрдость, избыточную твёрдость, мелкую глубину цементации, избыточную цементацию, растрескивание и коробление за пределами лимита. Я блокирую выпуск в тот момент, когда обнаруживается какая-либо проблема. Я сортирую 100%, когда есть сомнения. Я не отправляю «может быть, в порядке» детали.
- Внутренний брак (лом) при термической обработке: в среднем 0,8%, лучшие месяцы 0,4%–0,6%.
- Переработка и восстановление: в среднем 0,5%, в основном повторным отпуском или повторной индукцией.
- Окончательный выход годной продукции после термической обработки: в среднем 98,7% по всем семействам деталей.
- Внешний возврат (причина термической обработки): 0,06% от отгруженных изделий.
Я провожу ежедневные многоуровневые аудиты 9. Я использую СПУ для твёрдости и глубины цементации. Я действую, когда вижу отклонение. Я обучаю операторов задержкам закалки, размеру загрузки и проверке датчиков. Я также корректирую конструкцию приспособлений, чтобы уменьшить деформацию.
Что происходит, если вы или лаборатория обнаружите проблему
Вы можете выбрать детали наугад из любой партии. Вы можете отправить их в стороннюю лабораторию 10. Я приветствую это. Если ваша лаборатория обнаружит промах, я начинаю локализацию в течение 24 часов. Я открываю NCR и выпускаю 8D в течение 48 часов. Я определяю объём, сортирую запас и защищаю вас.
- Я предлагаю переработку, если это безопасно. Если нет, я заменяю или возвращаю деньги.
- Я покрываю проверенные расходы на тестирование по предварительной договорённости.
- Я ускоряю замену за свой счёт, когда проблема моя.
- Я делюсь первопричиной, исправлением и доказательством эффективности.
Я также даю вам полную обратную прослеживаемость. Я могу назвать печь, время цикла, оператора и смену. Я могу показать, какие детали работали до и после. Я могу показать, почему это произошло и что я изменил, чтобы это не повторилось.
Стандартизированная работа и прослеживаемость
Я храню стандартные рабочие инструкции для каждого номера детали. Я устанавливаю точное время и температуру. Я обучаю по одной и той же программе. Я проверяю шаги. Я блокирую программу. Я маркирую каждую деталь или коробку кодом партии. Этот код связан со всеми журналами и испытаниями. Если возникает вопрос, я быстро отслеживаю его и действую до того, как ваше оборудование столкнётся с риском.
Заключение
Вы получаете стабильную термическую обработку, когда я контролирую цикл, проверяю результат, делюсь полными отчётами, часто провожу калибровку и быстро действую на основе данных.
Сноски
1. Изучите стандарты и соображения для различных марок стали, используемых при термической обработке. ↩︎
2. Поймите метод контроля атмосферы и содержания углерода в печах термической обработки. ↩︎
3. Подробная металлургическая информация о структуре отпущенного мартенсита для достижения максимальной твёрдости и вязкости. ↩︎
4. Руководство по минимизации нежелательных размерных изменений и коробления деталей после процесса термической обработки. ↩︎
5. Узнайте о контрольных картах статистического управления процессами для мониторинга и контроля тенденций качества производства. ↩︎
6. Важность использования лазерной маркировки для постоянной и прослеживаемой идентификации на изготовленных деталях. ↩︎
7. Технический обзор термопар, основных датчиков для точного измерения температуры в печах. ↩︎
8. Объяснение анализа измерительных систем (MSA) для обеспечения точности вашего испытательного оборудования. ↩︎
9. Принципы и преимущества использования многоуровневых аудитов процессов для постоянного соблюдения операционных процедур. ↩︎
10. Найдите аккредитованные независимые лаборатории и ресурсы для тестирования материалов и сторонней проверки качества деталей. ↩︎