
Я боюсь, что один неверный миллиметр может остановить работу. Я пережил эту боль. Сначала я хочу доказательства. Вот как я убеждаюсь в точности, прежде чем покупать.
Я проверяю точность перед любым заказом, предоставляя четкий пакет документов: 2D-чертежи со всеми критическими размерами и допусками, отчет о первичном изделии (FAI) на основе КИМ, дополнительную проверку третьей стороной и измерение в режиме реального времени (видео). Я также могу одобрить физический образец, чтобы соответствие было подтверждено на моей машине.
Вот мое простое обещание. Я делаю данные видимыми. Я показываю метод. Я позволяю вам измерять вместе со мной. Затем я фиксирую спецификацию. Чтобы вы могли заказывать с уверенностью.
Можете ли вы предоставить подробные технические чертежи со всеми критическими размерами?
Я беспокоюсь, что пропуск одного критического размера может привести к несоответствию. Я хочу чертежи, которые показывают все. Я также хочу допуски, которые имеют значение.
Да. Я предоставляю полностью детализированные чертежи и исходные файлы CAD. Каждый критический для соответствия размер отмечен четкими допусками и геометрическими допусками (GD&T). Я делюсь контрольным списком критических размеров и включаю наши результаты проверки первичного изделия для соответствия каждому требованию.
Что вы получаете, прежде чем взять на себя обязательства
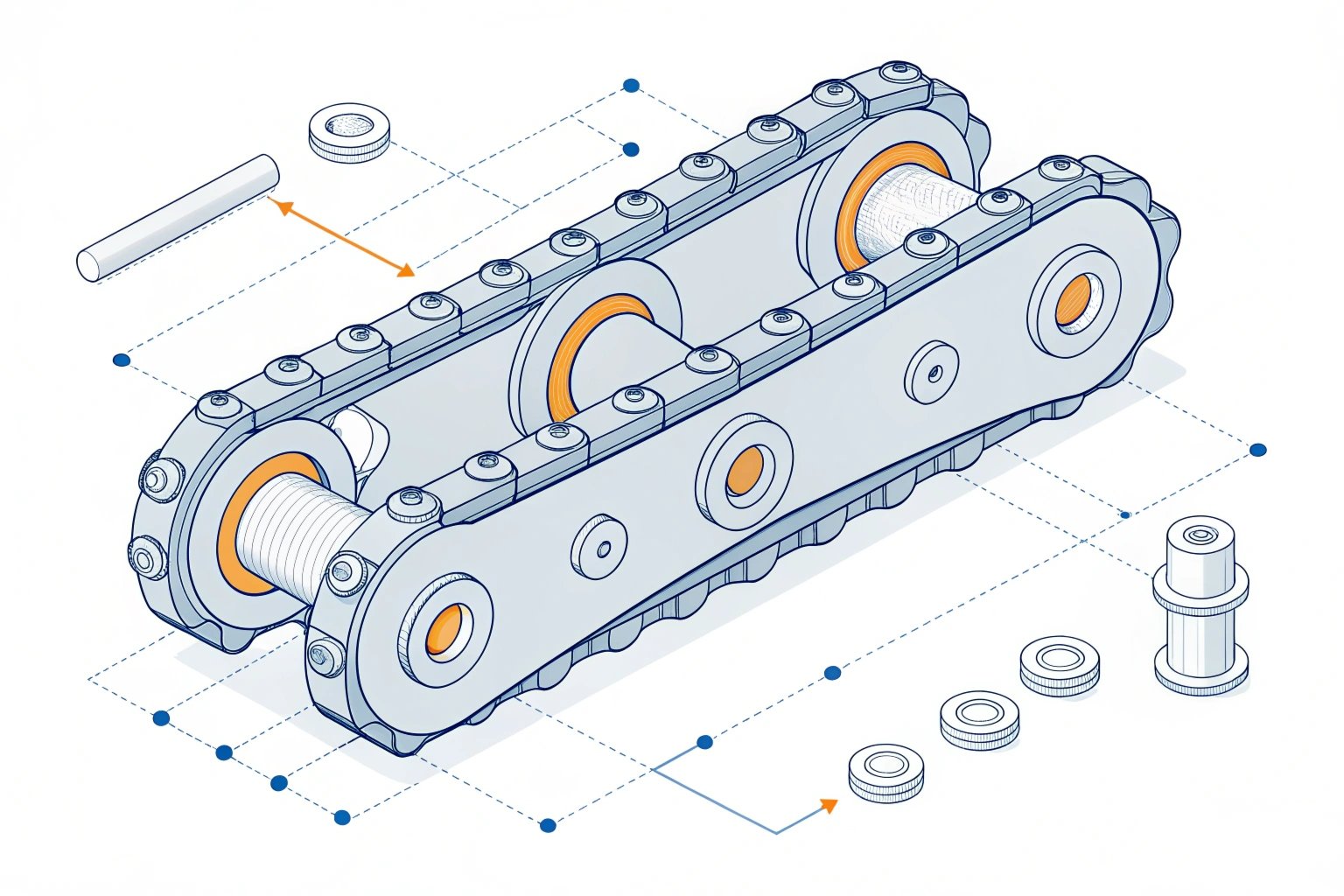
Вы получаете полный комплект чертежей с отмеченными всеми интерфейсными элементами. Я включаю проекции чертежей для отверстий, наружных диаметров (ODs), торцевых поверхностей, шага и расположения отверстий под болты. Я также включаю 3D-модель в формате STEP 1, если вы хотите проверить форму и зазоры в вашей CAD-системе. Я перечисляю каждую критическую для соответствия (CTF) точку. Примеры: шаг гусеничной цепи (трака), наружный диаметр втулки, наружный диаметр пальца, делительный диаметр звездочки, наружный диаметр ленивца (направляющего колеса), посадочные места вала опорного катка и положение отверстий под болты. Я указываю каждый элемент CTF на чертеже и в отдельном контрольном списке.
Я также согласовываю наш чертеж с справочными данными OEM 2 вашего бренда. Я подтверждаю код детали, номер ревизии и модели машин. Я добавляю примечания для термической обработки 3, чистоты поверхности и толщины покрытия, потому что они могут изменить размеры, если мы их не контролируем. Я сопоставляю план контроля с чертежом. Таким образом, каждая точка CTF имеет инструмент, метод, частоту и правило приемки.
Содержание чертежа и GD&T
Я использую четкие геометрические допуски (GD&T) только там, где они приносят пользу 4. Я применяю позиционный допуск к окружностям болтов, радиальное биение к большим наружным диаметрам (ленивцы, звездочки), параллельность к посадочным поверхностям опорных катков и перпендикулярность к торцевым поверхностям фланцев. Для шага я использую накопленный допуск шага на заданное количество звеньев, а также специализированный калибр. Я устанавливаю общие допуски на некритические элементы, используя ISO 2768 (mK) 5, если вы не укажете другой стандарт. Я указываю схему баз данных с большой, разборчивой стопкой, чтобы вы могли следовать настройке.
Образец и проверка третьей стороной
Если вы хотите проверить самостоятельно, я могу отправить вам предсерийный образец. Вы можете измерить его с помощью штангенциркулей, микрометров, нутромеров или высотомера. Измерьте наружный диаметр втулки, шаг звена, наружный диаметр ленивца и положение отверстий. Если доставка медленная или дорогая, я могу провести сеанс видеосвязи в режиме реального времени. Я помещаю деталь на КИМ или оптический компаратор. Вы наблюдаете, как щуп касается точек, и видите показания на экране. Вы можете попросить переизмерить любую точку. Если вы хотите дополнительной уверенности, я могу забронировать SGS, BV или TUV 6 для выдачи независимого отчета о размерах, в котором перечислены номинальные, допуск и фактические результаты для каждого элемента CTF.
Ниже приведен точный пакет, который я предоставляю для проверки перед заказом.
| Элемент | Формат | Содержание | Когда доставляется |
|---|---|---|---|
| 2D чертежи (с контролем ревизий) | PDF + DWG | Все размеры, метки CTF, GD&T, материалы, термическая обработка, чистота поверхности | До образца или FAI |
| 3D модель | STEP/IGES | Полная геометрия для цифровых проверок соответствия | До образца или FAI |
| Контрольный список критических размеров | XLSX | Список CTF с номиналом, допуском, калибром, методом | До образца или FAI |
Какие инструменты контроля качества (например, КИМ) вы используете для проверки размеров?
Я видел, как цеха полагались только на штангенциркули. Этого недостаточно. Мне нужен правильный инструмент для каждого элемента. Я также хочу подтверждения точности.
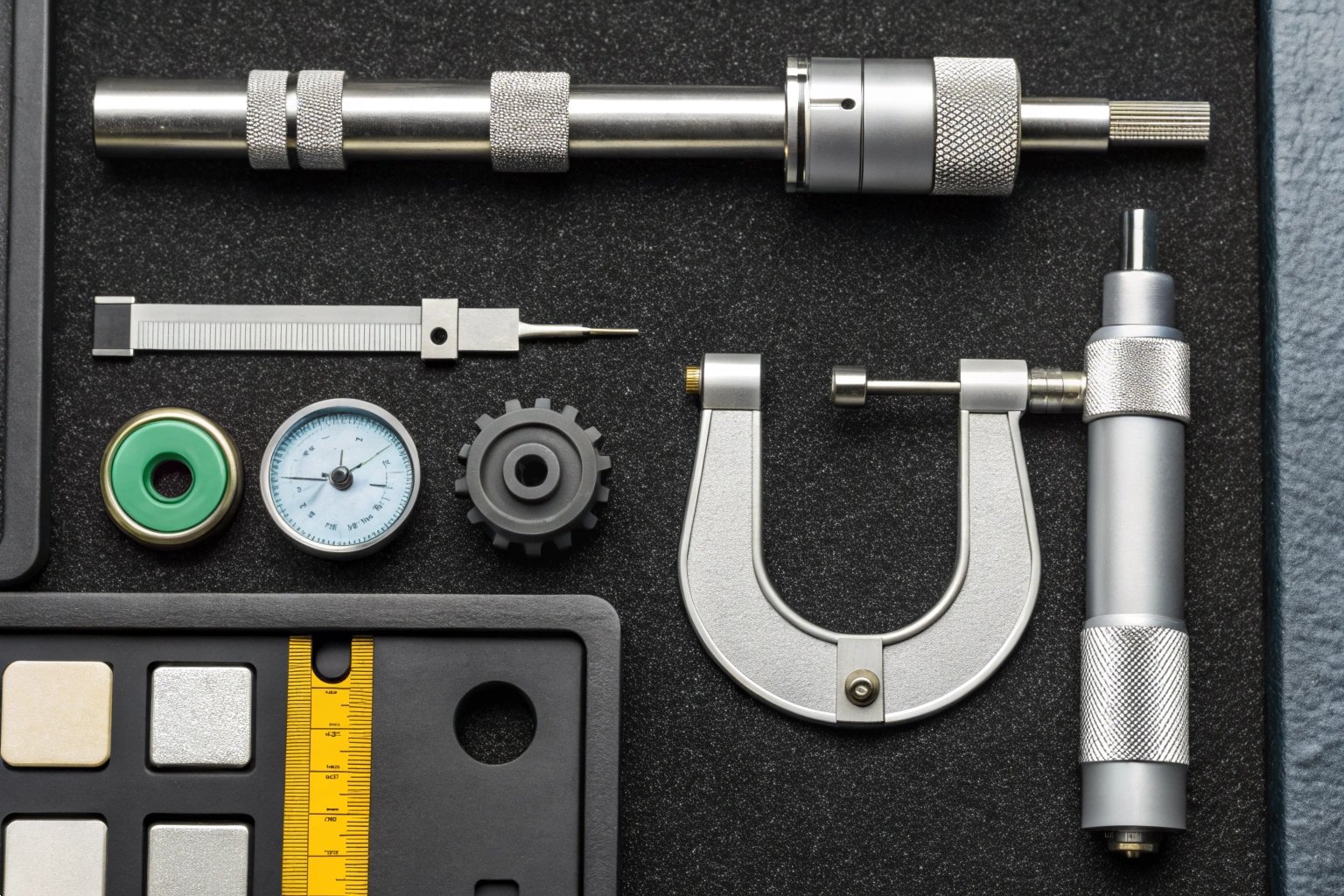
Я использую КИМ для ключевых посадочных мест 7, а также нутромеры, микрометры, высотомеры и оптический компаратор. Я держу все инструменты откалиброванными. Я провожу MSA (повторяемость и воспроизводимость измерительных систем) на критических калибрах. Я могу провести измерение в режиме реального времени на видео.
Основная метрология для тяжелых деталей ходовой части
Различным элементам нужны разные инструменты. Я проверяю отверстия и валы с помощью классифицированных нутромеров и микрометров. Я проверяю большие наружные диаметры, такие как ленивцы и звездочки, на КИМ с поворотным столом или с помощью большого микрометра для измерения диаметров. Я проверяю шаг с помощью специализированного приспособления и подтверждаю на КИМ с использованием точек от центра до центра. Я проверяю окружности болтов с помощью КИМ и оптического компаратора для определения краев. Я проверяю биение, помещая деталь на V-образные блоки и используя индикатор часового типа, затем подтверждаю на КИМ. Я использую высотомер с гранитной поверхностной плитой для проверки высоты ступеней и толщины фланца. Для небольших профилей я использую оптический компаратор с накладками. Я проверяю чистоту поверхности с помощью измерителя шероховатости, когда это важно для уплотнений или посадок подшипников.
Я отслеживаю все инструменты в системе калибровки 8. Каждый инструмент имеет уникальный идентификатор, дату следующей калибровки и сертификат, прослеживаемый до национальных стандартов. Я блокирую просроченные инструменты. Я веду метрологический журнал в маршрутном листе задания. Операторы сканируют калибр, прежде чем измерять.
Калибровка, MSA и стандартизация методов
На критических для соответствия элементах я провожу Gage R&R, чтобы убедиться, что инструмент и оценщик не добавляют слишком больших отклонений. Если R&R P/T высокий, я меняю метод. Например, если штангенциркуль показывает слишком большой разброс на наружном диаметре пальца, я перехожу на микрометр или КИМ. Я составляю стандартный рабочий лист с фотографиями. Он показывает настройку, зажим, примечание о температуре и точные точки измерения щупом. Я контролирую температуру около $20^\circ\text{C}$ для точных измерений. Я помещаю детали рядом с помещением для достижения равновесия перед измерением.
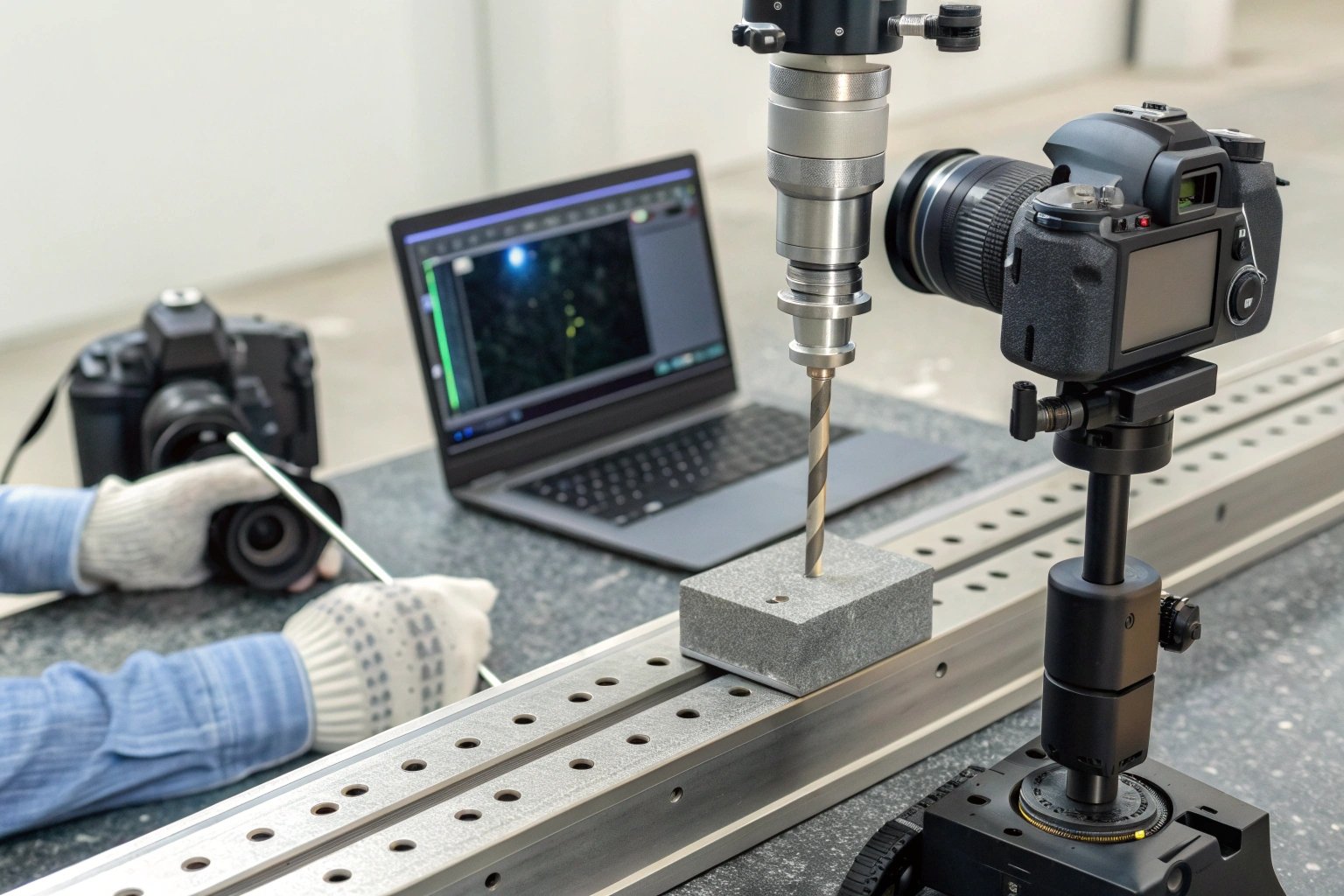
Варианты измерения в режиме реального времени, которые вы можете наблюдать
Если вы не можете быстро получить образцы, я настраиваю сеанс в режиме реального времени. Я ставлю камеру на экран КИМ и другую камеру на деталь. Вы можете видеть, как щуп подходит к отверстию, торцевой поверхности или центру отверстия. Вы можете видеть каждое значение по мере его появления. Вы можете попросить меня повторить точки или измерить 10 деталей подряд. Я записываю сеанс и отправляю файл.
Вот как я сопоставляю инструменты с элементами и типичную погрешность.
| Элемент | Основной Инструмент | Типичная Точность/Погрешность |
|---|---|---|
| Наружный диаметр втулки (например, 90 мм) | КИМ или микрометр | $\pm0,005–0,010$ мм |
| Наружный диаметр пальца (например, 50 мм) | Микрометр | $\pm0,003–0,008$ мм |
| Шаг звена (от центра до центра) | КИМ + приспособление для шага | $\pm0,02–0,05$ мм |
| Наружный диаметр ленивца (например, 580 мм) | КИМ или измерительная лента для диаметра + образец КИМ | $\pm0,05–0,10$ мм |
| Позиция окружности болтов | КИМ | $\pm0,02–0,05$ мм |
| Биение (ленивец/звездочка) | Индикатор часового типа + проверка КИМ | $\pm0,02–0,05$ мм |
Каковы ваши принятые допуски на размеры (например, $\pm$ мм)?
Мне не нравятся расплывчатые допуски. Мне нужны четкие числа, которые соответствуют реальности тяжелой техники. Мне также нужны геометрические допуски (GD&T), которые помогают, а не создают шум.
Я использую общие допуски на основе ISO для некритических элементов и более жесткие, специфические для элемента ограничения для посадок. Типичные примеры: наружный диаметр втулки $\pm0,02$ мм, наружный диаметр пальца $\pm0,01–0,02$ мм, наружный диаметр ленивца $\pm0,20$ мм, шаг $\pm0,10$ мм на звено, биение $\le0,15$ мм.
Общие допуски
Для некритических размеров по умолчанию я применяю ISO 2768-mK. Это дает практические ограничения для тяжелых деталей без излишней обработки. Я указываю их в примечаниях к чертежу. Если ваш стандарт отличается, я согласовываю его с вашим правилом. Для посадок между отверстиями и валами я выбираю классы ISO 286 9, которые соответствуют вашему методу установки. Для прессовых посадок, таких как втулка в звено, мы устанавливаем натяг на основе вашего усилия сборки и температурного режима.
Примеры критических элементов ходовой части
Я поделюсь типичными числами, которые мы часто используем. Пожалуйста, относитесь к ним как к отправной точке. Окончательные значения мы согласовываем вместе.
- Шаг гусеничной цепи: 203,2 мм номинал, допуск $\pm0,10$ мм на звено, с накопленным контролем на 10 звеньях $\le\pm0,30$ мм.
- Наружный диаметр втулки (например, 90,00 мм): $\pm0,02$ мм после термической обработки, с округлостью $\le0,01$ мм.
- Наружный диаметр пальца (например, 50,00 мм): $\pm0,01–0,02$ мм, чистота поверхности $R_a \le0,8$ мкм в зонах подшипников.
- Наружный диаметр ленивца (например, 580,0 мм): $\pm0,20$ мм, полное индикаторное биение (TIR) $\le0,15$ мм.
- Делительный диаметр звездочки: $\pm0,15$ мм, профиль зуба в пределах шаблона, биение $\le0,15$ мм.
- Посадочное место вала опорного катка: $\pm0,02$ мм диаметр, цилиндричность $\le0,02$ мм.
- Позиция отверстия под болт: истинное положение $\le0,10$ мм при максимальном материальном состоянии (MMC) относительно первичных баз.
- Толщина фланца: $\pm0,10$ мм, параллельность к базе $\le0,05$ мм.
Я также включаю планы контроля деформации при термической обработке, потому что этапы упрочнения могут сдвинуть размер. Я измеряю после окончательного отпуска и шлифовки, если это необходимо, чтобы попасть в жесткие числа.
Вот краткий обзор, который вы можете использовать для сравнения с вашей спецификацией.
| Элемент (примерный размер) | Типичный Допуск | Типичное примечание GD&T |
|---|---|---|
| Шаг звена 203,2 мм | $\pm0,10$ мм на звено; 10-звеньев накопленный $\le\pm0,30$ мм | Позиционный допуск к базе шага |
| Наружный диаметр втулки 90,00 мм | $\pm0,02$ мм; округлость $\le0,01$ мм | База A на оси отверстия |
| Наружный диаметр пальца 50,00 мм | $\pm0,01–0,02$ мм | Цилиндричность $\le0,02$ мм |
| Наружный диаметр ленивца 580,0 мм | $\pm0,20$ мм; TIR $\le0,15$ мм | Биение к торцевой базе |
| Отверстие под болт $\emptyset$18,0 мм | Истинное положение $\le0,10$ мм @ MMC | Базы A, B, C |
| Посадочное место опорного катка $\emptyset$60,00 мм | $\pm0,02$ мм | Параллельность $\le0,03$ мм |
Согласование и контроль окончательных допусков
Я не навязываю правило "одного размера для всех". Я начинаю с потребностей посадки вашей машины. Я моделирую тепловые условия, если вы планируете горячую или холодную сборку. Я провожу проверку первичного изделия (FAI) со 100% проверками элементов CTF. Я отслеживаю возможность процесса (целевой $C_{pk} \ge1,33$) 10 на этих элементах в пилотных партиях. Если $C_{pk}$ низкий, я корректирую процесс или ослабляю нефункциональное ограничение после нашего согласования. Я фиксирую окончательные допуски в плане контроля и ревизии чертежа. Затем я храню образцы как "золотые эталоны" с серийными этикетками. Я храню их в течение всего срока службы детали.
Как вы гарантируете, что мои детали идеально подойдут к OEM-машинам?
Я знаю, что "почти" все равно не работает в полевых условиях. Я хочу реальную гарантию соответствия. Я хочу быстрых исправлений, если что-то выходит за рамки спецификации.
Я гарантирую соответствие с помощью процесса "золотого образца", FAI, подтвержденного КИМ, и 100% проверки критических элементов. Я провожу проверочные испытания с калибрами и приспособлениями. Если какая-либо поставленная деталь отклоняется от спецификации, я быстро заменяю, переделываю или возвращаю деньги.

"Золотой образец" и FAI, которые фиксируют спецификацию
Во-первых, мы согласовываем эталон, также называемый "золотым образцом". Вы можете получить его и проверить на своей машине. Или мы можем проверить вместе по видео с подтверждением КИМ. Я маркирую этот образец и храню его на складе. Во-вторых, я провожу проверку первичного изделия (FAI) на первой серийной детали. Я проверяю все критические размеры на КИМ. Я также проверяю общие элементы в соответствии с планом. Я отправляю вам отчет FAI, в котором перечислены номинальные, допуск и фактические числа. Я включаю фотографии настройки и точек измерения.
100% проверка критических элементов
Я не рискую CTF, используя только выборку. Я проверяю 100% деталей по критическим размерам, которые контролируют соответствие. Например, я проверяю наружный диаметр каждой втулки, наружный диаметр каждого пальца, каждый шаг на наборе звеньев и каждое положение окружности болтов. Я использую проходные/непроходные калибры, где это имеет смысл. Я также использую автоматизированные приспособления для шага, чтобы измерять быстро и без предвзятости. Для некритических элементов я использую выборку AQL, если вы не попросите большего.
Проверка соответствия с помощью приспособлений и пробных испытаний
Я храню контрольные приспособления, имитирующие интерфейс машины. Я проверяю рабочий образец из каждой партии на приспособлении: зацепление шага звена с шаблоном звездочки, биение ленивца на оправке или расположение болтов на эталонной плите. Для нестандартных деталей я могу создать приспособление по вашему CAD, которое воспроизводит сопрягаемую геометрию. Я храню записи о приспособлениях с серийными номерами.
Доказательство в режиме реального времени и отслеживаемость
Если хотите, я провожу проверку в режиме реального времени для каждой отгрузки. Я открываю случайные коробки, измеряю на камеру и показываю этикетки и серийные номера. Я веду отслеживаемость от партии плавки до конечной упаковки. Если возникает какая-либо проблема, я могу отследить ее до партии и оператора.
Четкое средство правовой защиты, если что-то пойдет не так
Если поставленные детали отличаются от утвержденного образца или зафиксированного чертежа, вы получаете приоритетное исправление. Я могу заменить затронутые детали, переделать их в ускоренном режиме или вернуть деньги. Я оплачиваю обратную доставку при подтвержденном несоответствии. Я также покрываю разумные расходы на повторную установку, если мы договорились об этом в контракте. Я открываю NCR (Отчет о несоответствии), провожу анализ первопричин и делюсь планом корректирующих действий. Я также согласовываю запасы, чтобы у вас не закончились детали. Я предлагаю временный ценовой кредит, если задержка вредит вашему графику.
Что, если вы не можете получить физический образец?
Если отправка образца невозможна вовремя, я делаю видео высокого разрешения и сеанс в режиме реального времени. Я помещаю деталь на КИМ, на оптический компаратор и на калибры. Я показываю каждое показание. Я также приглашаю инспектора третьей стороны для участия в звонке. Если вы все еще хотите физическое доказательство, я могу отправить набор "измерительных купонов", которые включают секцию отверстия, секцию профиля зуба или срез окружности болтов. Эти купоны быстро отправляются и подходят для проверок соответствия.
Заключение
Вы получаете чертежи, данные КИМ, образец или доказательство в режиме реального времени и гарантию соответствия. Вы видите числа, метод и план исправления. Вы заказываете с уверенностью.
Сноски
1. Официальный стандарт ISO для формата STEP, критически важный для обмена данными 3D-моделей. ↩︎
2. Ссылка на официальную информацию о деталях и обслуживании от ведущего Производителя Оригинального Оборудования (OEM). ↩︎
3. Ресурс, подробно описывающий принципы и процессы термической обработки для повышения прочности и долговечности металла. ↩︎
4. Официальный стандарт Американского Общества Инженеров-Механиков (ASME) для размеров и допусков (GD&T). ↩︎
5. Стандарт ISO, регулирующий общие допуски для линейных и угловых размеров без индивидуального указания допуска. ↩︎
6. Ссылка на крупную глобальную инспекционную компанию, предоставляющую услуги сторонней проверки и сертификации. ↩︎
7. Информация о Координатно-Измерительных Машинах (КИМ) и их использовании в высокоточной проверке размеров. ↩︎
8. Информация официального органа по стандартизации об отслеживаемости измерений и важности калибровки приборов. ↩︎
9. Стандарт ISO, подробно описывающий систему пределов и посадок для отверстий и валов, необходимую для сборки. ↩︎
10. Руководство по Индексу Возможности Процесса ($C_{pk}$), ключевому показателю для измерения производительности и согласованности процесса. ↩︎